SISTEMAS DE RECUPERAÇÃO DE RE-CO2
Dupla de Gelo Seco com nossos Sistemas de Recuperação RE-CO
MELHORAR DRASTICAMENTE A CONVERSÃO DE
LCO2 PARA GELO SECO
Reduza seus custos de produção de gelo seco em até 40% reciclando o CO2 de volta para sua peletizadora de gelo seco para produzir gelo seco!
A produção de gelo seco utiliza CO2 líquido (LCO2), que quando levado à pressão atmosférica normal em uma câmara de peletização, metade desse líquido é convertido em neve de CO2, e a outra metade é convertida em gás, chamado de gás reverso. A neve de CO2 é então comprimida em pellets de gelo seco, enquanto o gás reverso é normalmente expelido para a atmosfera.
Usando nossos Sistemas de Recuperação RE-CO2, o gás reverso é coletado e reciclado para fazer mais pellets de gelo seco. Com um design modular e múltiplas capacidades de liquefação, garantimos que você melhorará drasticamente a taxa de conversão de LCO2 em gelo seco.
Nossos Sistemas de Recuperação RE-CO2 integram-se facilmente com todos os sistemas de produção de gelo seco da Cold Jet (e muitos concorrentes), incluindo nossos Sistemas Integrados de Jateamento!
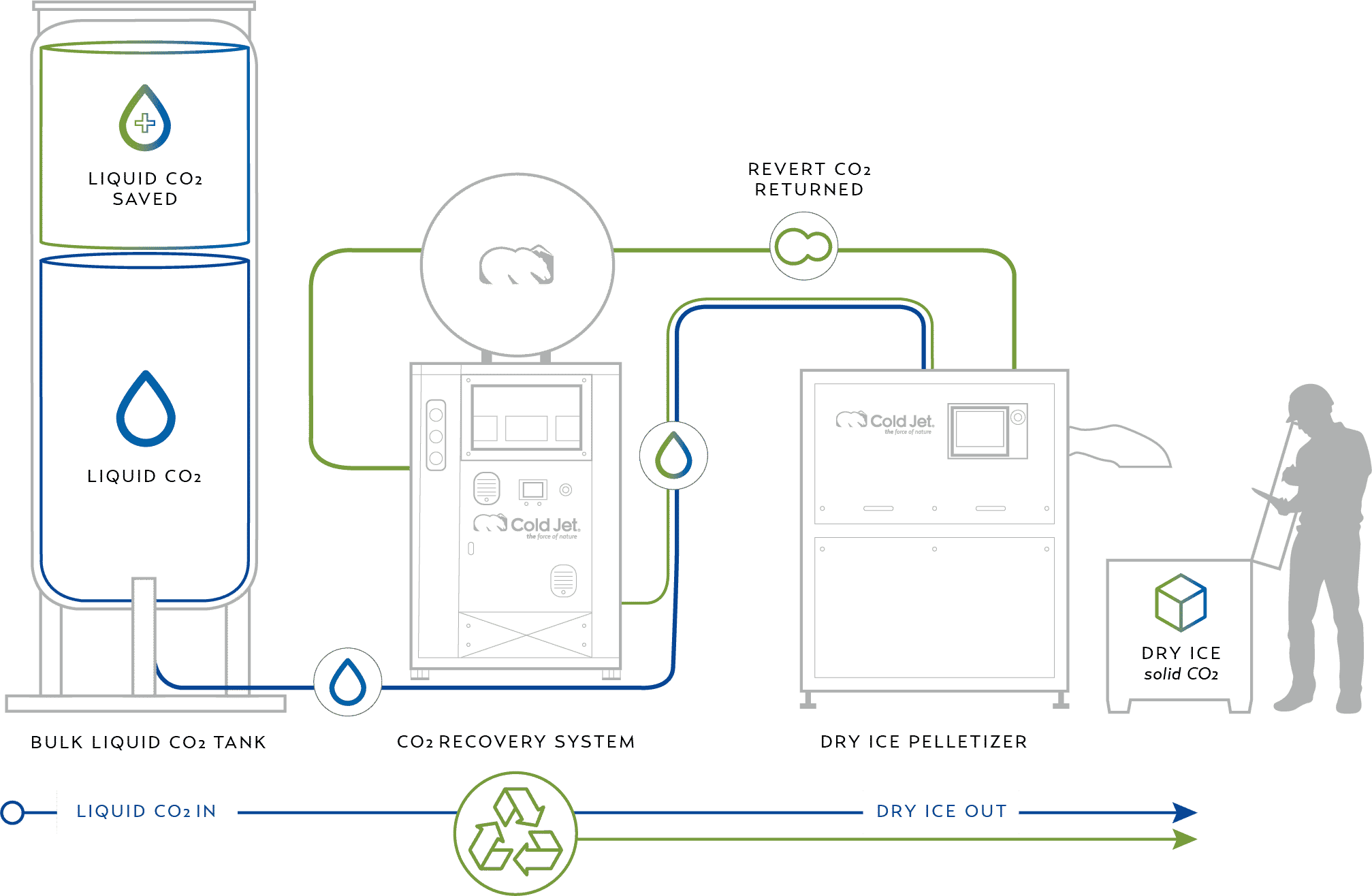
Como funciona?
Os Sistemas de Recuperação de CO2 capturam o CO2 revertido do orifício de uma peletizadora de gelo seco e o circulam de volta para si mesmos. Dentro da unidade de recuperação, o CO2 gasoso é resfriado e comprimido para criar CO2 líquido que é então canalizado de volta para o peletizador de gelo seco.
Este processo reduz o consumo de LCO2 em quase metade na maioria das instalações!

Maior Sustentabilidade.
Reduz a pegada de carbono. Aumenta a produção de gelo seco.
Os clientes que utilizam nossos Sistemas de Recuperação RE-CO2 experimentaram aumentos de produção de até 70% mais gelo seco enquanto utilizam a mesma quantidade de LCO2.
Esse processo recicla um produto já reciclado e reduz consideravelmente a quantidade de CO2 revertido que é expelido para a atmosfera a partir da produção típica de gelo seco.
Maior Versatilidade.
Design modular. Inúmeras configurações.
Nossos Sistemas de Recuperação RE-CO2 oferecem às instalações de produção de gelo seco a capacidade de configurar um sistema de recuperação de acordo com suas necessidades. Oferecendo um design modular e três capacidades de liquefação diferentes, nossos especialistas trabalharão com você para garantir que sua unidade de recuperação seja o ajuste perfeito para melhorar significativamente sua taxa de conversão de LCO2 para gelo seco.
Devido à sua modularidade e facilidade de integração, você pode começar pequeno e melhorar continuamente seus processos à medida que a eficiência e as margens de lucro aumentam.

Clientes já aumentando os lucros, desempenho e produção de resultados.
Maior Integração.
Recupera CO2 de praticamente qualquer marca de peletizadora de gelo seco.
Nossos sistemas de recuperação RE-CO2 podem ser facilmente integrados ao seu processo atual de produção de gelo seco e são compatíveis com quase todas as marcas de peletizadoras do mercado. Se o espaço no chão for limitado, eles podem ser instalados do lado de fora perto de um tanque LCO2 a granel. Vamos ajudá-lo com as necessidades elétricas.

Qual recuperação de RE-CO2 O Sistema é ideal para você?
-
 The RE-CO2 80
The RE-CO2 80RE-CO2 160
Re-liquificar até 160 kg/h de CO2
Fonte de Alimentação
3 x 400V / 50Hz
- ou -
3 x 480V / 60Hz
(outras tensões/frequências sob consulta)
Conexão de Energia
63A / 3P+N+E
Consumo de Energia
34 kWh
Dimensões (L x W x H)
95.2pol. x 53.9pol. x 64.5polegadas
2420mm x 1370mm x 1640mm
Peso
3.306,9 libras
1,500 kg
Capacidade de Liquefação
Até 352,7 lbs/h
Até 160 kg/h
Temperatura Ambiente Ideal
Até 104°F
Até 40°C
Comprimento da Mangueira
Máximo 196 pol (5 m)(entre peletizadora e sistema de recuperação)
Tipo de refrigerante
R452A
Saiba Mais -
The RE-CO2 160
Up to 352 lbs / hr (160 kg/hr). Ideal for pairing with PR120H dry ice pelletizers.
Saiba Mais -
The RE-CO2 320V2
RE-CO2 320
Re-liquificar até 320 kg/h de CO2
Fonte de Alimentação
3 x 400V / 50Hz
- ou -
3 x 480V / 60Hz
(outras tensões/frequências sob consulta)
Conexão de Energia
85A / 3P+N+E
Consumo de Energia
45 kWh
Dimensões (L x W x H)
101.1pol. x 56.4pol. x 85.1polegadas
2570mm x 1433mm x 2162mm
Peso
3.968,3 libras
1.800 kg
Capacidade de Liquefação
Até 705.4 lbs/h
Até 320 kg/h
Temperatura ambiente ideal
Até 104°F
Até 40°C
Comprimento da Mangueira
Máximo 196 pol (5 m)(entre peletizadora e sistema de recuperação)
Tipo de refrigerante
R452A
Saiba Mais



Comece a dobrar sua produção de gelo seco hoje!
CO2 Recovery Frequently Asked Questions
ESTAMOS AQUI PARA AJUDAR
Interessado, mas não sabe por onde começar?
Contate-nos hoje mesmo para saber mais sobre nossas soluções e como elas resolverão sua aplicação específica.