Wir haben eine unmittelbare Auswirkung auf unser CO2-Verhältnis von jetzt 2,4:1 auf 1,35:1 festgestellt. Der Gewinn, die Produktionskapazität und die Gesamtleistung des Unternehmens wurden erheblich verbessert.

RE-CO2 RÜCKGEWINNUNGSSYSTEM
Doppelte Trockeneisproduktion mit unseren RE-CO2-Rückgewinnungssystemen
DRASTISCHE VERBESSERUNG DER UMWANDLUNG VON
LCO2-ZU-TROCKENEIS
Senken Sie Ihre Trockeneisproduktionskosten um 40 %, indem Sie das zurückgewonnene CO2 in Ihren Trockeneispelletizer rückführen, um Trockeneis zu produzieren!
Bei der Trockeneisproduktion wird flüssiges CO2 (LCO2) verwendet, das, wenn es in einer Pelletizerkammer auf normalen atmosphärischen Druck gebracht wird, zur Hälfte in CO2-Schnee und zur anderen Hälfte in Gas, das sogenannte Rückgewinnungsgas, umgewandelt wird. Der CO2-Schnee wird dann zu Trockeneis gepresst, während das Rückgewinnungsgas in der Regel in die Atmosphäre abgeleitet wird.
Mit unseren RE-CO2 Rückgewinnungssystemen wird das Rückgewinnungsgas aufgefangen und zur Herstellung weiterer Trockeneispellets wiederverwendet. Mit einem modularen Design und mehreren Verflüssigungskapazität stellen wir sicher, dass Sie die Umwandlungsrate von LCO2-zu-Trockeneis drastisch verbessern können.
Unsere RE-CO2 Rückgewinnungssysteme lassen sich problemlos in alle Trockeneisproduktionssysteme von Cold Jet (und vielen Mitwettbewerbern) integrieren, einschließlich unserer Integrierten Strahlsysteme!

Wie funktioniert es?
Die CO2 -Rückgewinnungssysteme fangen CO2 aus der Entlüftung eines Trockeneispelletizers auf und leiten es in den Prozess zurück. In der Rückgewinnungseinheit wird das gasförmige CO2 gekühlt und komprimiert, um flüssiges CO2 zu erzeugen, das dann direkt zurück zum Trockeneispelletizer geleitet wird.
Dieser Prozess reduziert den LCO2-Verbrauch in den meisten Installationen um fast die Hälfte!
Mehr Nachhaltigkeit.
Reduzieren Sie den CO2-Fußabdruck. Erhöhen Sie die Trockeneisproduktion.
Kunden, die unsere RE-CO2-Rückgewinnungssysteme einsetzen, haben eine Produktionssteigerung von bis zu 70 % mehr Trockeneis bei gleichem LCO2-Verbrauch festgestellt.
Dieses Verfahren recycelt ein bereits recyceltes Produkt und reduziert die Menge an rückgeführtem CO2, die bei der herkömmlichen Trockeneisproduktion in die Atmosphäre entweicht, erheblich.
Mehr Vielseitigkeit.
Modularer Aufbau. Unzählige Konfigurationen.
Unsere RE-CO2-Rückgewinnungssysteme bieten Trockeneisproduktionsmaschinen die Möglichkeit, ein Rückgewinnungssystem nach ihren Bedürfnissen zu konfigurieren. Mit einem modularen Design und drei verschiedenen Verflüssigungskapazitäten arbeiten unsere Experten mit Ihnen zusammen, um sicherzustellen, dass Ihre Rückgewinnungsanlage die perfekte Lösung ist, um das Verhältnis von LCO2-zu-Trockeneis deutlich zu verbessern.
Dank der Modularität und der einfachen Einbindung können Sie klein anfangen und Ihre Prozesse kontinuierlich verbessern, wenn die Effizienz und die Gewinnmargen steigen.
Kunden, die bereits ihre Gewinne, ihre Leistung und ihren Produktionsausstoß steigern.
Mehr Integration.
Rückgewinnung von CO2 aus fast allen Trockeneispelletizer-Marken.
Unsere RE-CO2-Rückgewinnungssysteme lassen sich problemlos in Ihren derzeitigen Trockeneisproduktionsprozess integrieren und sind mit fast allen Pelletizer-Marken auf dem Markt kompatibel. Wenn der Platz auf dem Boden begrenzt ist, können sie auch im Freien in der Nähe eines LCO2-Behälters installiert werden. Wir helfen Ihnen bei den elektrischen Anforderungen.

Welches RE-CO2-Rückgewinnungssystem ist das richtige für Sie?
-
 RE-CO2 80
RE-CO2 80Bis zu 80 Kg/Stunde. Ideal gepaart mit dem PE 80 Trockeneis Pelletierer
-
RE-CO2 160
Bis zu 160 Kg/ Stunde. Ideal gepaart mit dem PR120H Trockeneis Pelletierer
-
RE-CO2 320V2
Bis zu 320 Kg/ Stunde. Ideal gepaart mit dem PR350 und dem PR750H Trockeneis Pelletierer, der RE-CO 2 320 V2 ist das intelligenteste und nachhaltigste CO 2 Rückgewinnungssystem, das in dieser Größenklasse erhältlich ist.
-
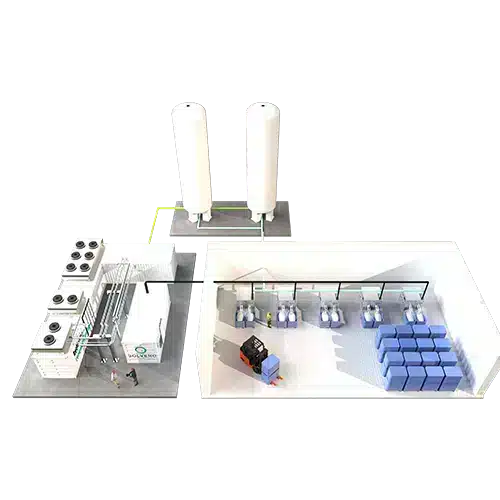
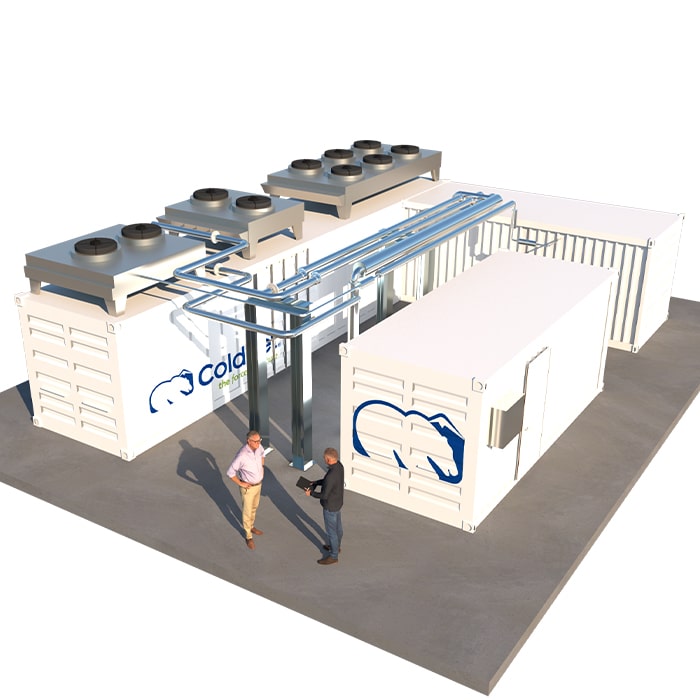
RE-CO2 3500
perfekt geeignet für Trockeneisproduktionen mit drei oder mehr PR750H Pelletizern. Autonom und in Containerbauweise ausgeführt, bietet es den niedrigsten Energieverbrauch pro rückgewonnener Tonne auf dem Markt und nutzt dabei CO₂ (R744) als Kältemittel.



Häufig gestellte Fragen zu unseren CO2 Rückgewinnungssystemen
WIR HELFEN IHNEN GERNE WEITER.
Sie sind interessiert, wissen aber nicht, wo Sie anfangen sollen?
Setzen Sie sich noch heute mit uns in Verbindung, um mehr über unsere Lösungen zu erfahren und zu sehen, wie sie Ihre individuellen Anforderungen erfüllen können.