Zauważyliśmy natychmiastowy wpływ na nasz wskaźnik CO2 z 2.4:1 teraz do 1.35:1. Zysk, zdolność produkcyjna i ogólna wydajność firmy uległy znacznej poprawie.
SYSTEMY ODZYSKIWANIA RE-CO2
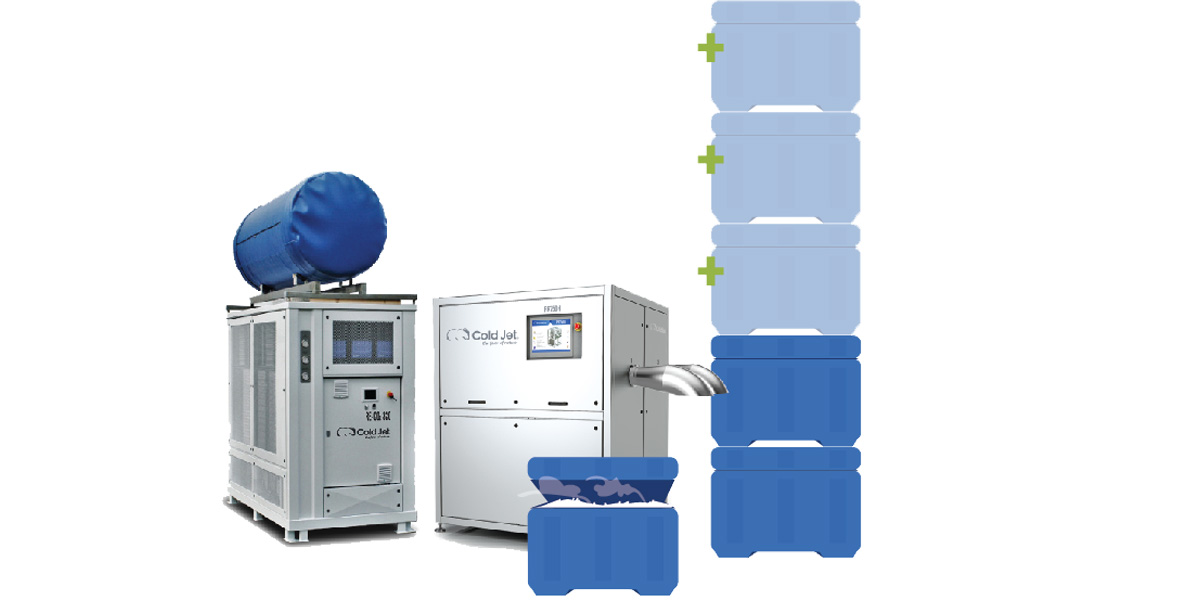
Podwójna wydajność suchego lodu dzięki systemom RE-CO2 do odzyskiwania dwutlenku węgla
ZNACZĄCA POPRAWA KONWERSJI
LCO2 DO SUCHEGO LODU
Obniż koszty produkcji suchego lodu nawet o 40% dzięki możliwości odzyskania dwutlenku węgla i ponownego jego wykorzystania w granulatorze do produkcji suchego lodu!
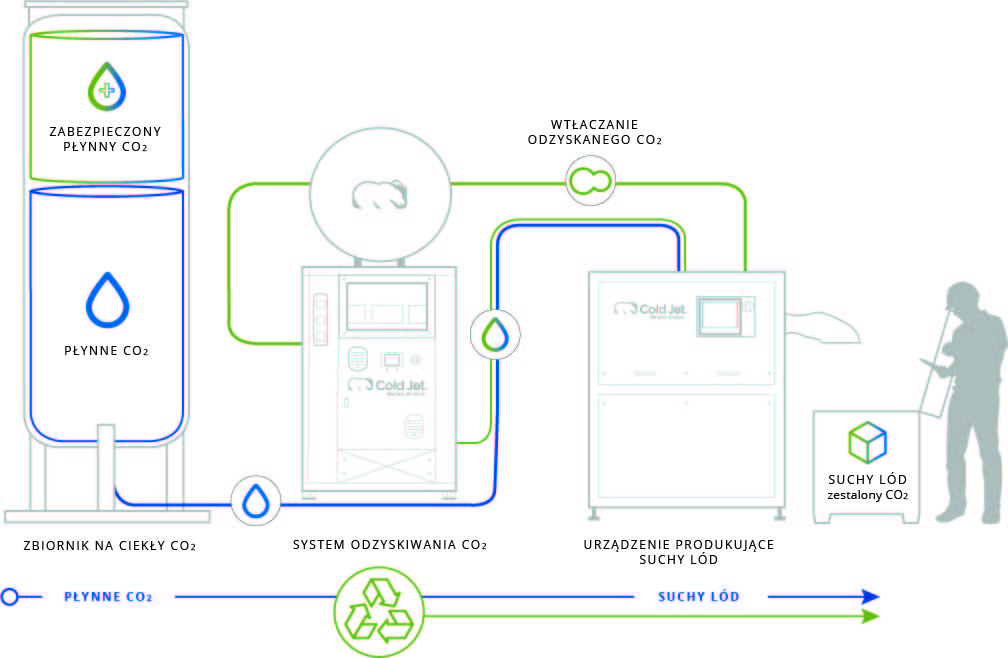
Do produkcji suchego lodu używany jest ciekły CO2 (LCO2). Po doprowadzeniu go do komory granulatora w normalnym ciśnieniu atmosferycznym połowa tej cieczy jest przekształcana w śnieg CO2, zaś druga połowa w gaz, zwany gazem zwrotnym. Suchy lód w formie śniegu CO2 jest następnie kompresowany do granulatu, podczas gdy pozostały gaz zwrotny uwalniany jest w większości przypadków do atmosfery
Systemy odzyskiwania dwutlenku węgla RE-CO2 przechwytują zwrotny gaz, który jest sprężany i przekształcany do formy płynnej, a następnie wykorzystywany do produkcji granulatu suchego lodu. Dzięki modułowej konstrukcji i możliwości skraplania zapewniamy radykalną poprawę współczynnika konwersji ciekłego CO2 na suchy lód.
Nasze systemy odzyskiwania dwutlenku węgla RE-CO2 możemy w łatwy sposób zintegrować z wszystkimi maszynami do produkcji suchego lodu firmy Cold Jet (i wielu konkurencyjnych firm), w tym z naszymi zintegrowanymi systemami czyszczenia!
Jak działa system?
Systemy odzyskiwania CO2 wychwytują gaz z odpowietrznika granulatora suchego lodu i wtłaczają go z powrotem do siebie. W jednostce odzyskiwania, gazowy CO2 jest schładzany i sprężany do ciekłego CO2, który jest następnie przesyłany z powrotem do granulatora suchego lodu.
Proces ten w większości instalacji zmniejsza zużycie ciekłego dwutlenku węgla prawie o połowę!

Zrównoważony Rozwój.
Mniejszy ślad węglowy. Zwiększona wydajność suchego lodu.
Klienci posiadający nasze systemy odzyskiwania RE-CO2 zaobserwowali 70% wzrost produkcji suchego lodu przy wykorzystaniu tej samej ilości ciekłego CO2.
Proces ten polega na przetwarzaniu produktu, który już został poddany recyklingowi, co znacznie zmniejsza ilość ponownie emitowanego do atmosfery dwutlenku węgla podczas typowej produkcji suchego lodu.
Większa wszechstronność.
Modułowa konstrukcja. Niezliczone konfiguracje.
Nasze systemy odzyskiwania dwutlenku węgla RE-CO2 oferują zakładom produkującym suchy lód możliwość skonfigurowania systemu zgodnie z ich potrzebami. Proponując trzy różne wydajności systemu, które mają charakter modułowy, nasi eksperci opracują rozwiązanie, które będzie idealnie pasowało do Państwa potrzeb. Wszystko po to, aby znacząco poprawić współczynnik konwersji LCO2 do suchego lodu.
Ze względu na swoją modułową budowę i łatwość integracji, możesz zacząć od małych systemów i stale ulepszać swoje procesy w miarę wzrostu wydajności i rentowności.

Nasi klienci, którzy zwiększają zyski, wydajność i produkcję.
Lepsza integracja.
Odzyskiwanie CO2 z niemal każdego rodzaju granulatora suchego lodu.
Nasze systemy odzyskiwania RE-CO2 można łatwo zintegrować z bieżącym procesem produkcji suchego lodu i są one kompatybilne z niemal każdą marką granulatorów na rynku. Jeśli przestrzeń w hali jest ograniczona, można je zainstalować na zewnątrz w pobliżu zbiornika LCO2. Służymy pomocą w zakresie instalacji elektrycznej.

Który system odzyskiwania dwutlenku węgla RE-CO2 jest odpowiedni dla Twojej działalności?
-
 The RE-CO2 80
The RE-CO2 80RE-CO2 160
Skrapla do 160 kg/h of CO2
Zasilanie
3 x 400V / 50Hz
- lub -
3 x 480V / 60Hz
(dostępne również inne opcje)
Przyłącze zasilania
63A / 3P+N+E
Przeciętne zużycie
24 kWh
Wymiary (D x S x W)
2420mm x 1370mm x 1640mm
Waga
1,500 kg
Wydajność skraplania
do 160 kg/h
Optymalna temperatura otoczenia
do 40°C
Długość węża
do 3 m(pomiędzy granulatorem a systemem odzyskiwania)
Czynnik chłodzący
R452A
Dowiedz się więcej -
The RE-CO2 160
Up to 352 lbs / hr (160 kg/hr). Ideal for pairing with PR120H dry ice pelletizers.
Dowiedz się więcej -
The RE-CO2 320V2
RE-CO2 320
Skrapla do 320 kg/h of CO2
Zasilanie
3 x 400V / 50Hz
- lub -
3 x 480V / 60Hz
(dostępne również inne opcje)
Przyłącze zasilania
85A / 3P+N+E
Przeciętne zużycie
45 kWh
Wymiary (D x S x W)
2570mm x 1433mm x 2162mm
Waga
1,800 kg
Wydajność skraplania
do 320 kg/h
Optymalna temperatura otoczenia
do 40°C
Długość węża
do 3 m(pomiędzy granulatorem a systemem do odzyskiwania)
Czynnik chłodzący
R452A
Dowiedz się więcej



Zacznij podwajać produkcję suchego lodu już dziś!
Najczęściej zadawane pytania w zakresie odzyskiwania CO2
CHCEMY TOBIE POMÓC
Jesteś zainteresowany, ale nie wiesz jak zacząć?
Skontaktuj się z nami już dziś, aby dowiedzieć się więcej o tym, jak suchy lód może usprawnić Twoją działalność.