«Hemos visto un efecto inmediato en nuestra tasa de conversión de CO2, que ha pasado de 2.4:1 a 1.35:1. Los beneficios, la capacidad de producción y el rendimiento general de la empresa han mejorado mucho.»
SISTEMAS DE RECUPERACIÓN RE-CO2
Duplique la Producción de Hielo Seco con nuestros Sistemas de Recuperación RE-CO2
MEJORE DRÁSTICAMENTE LA CONVERSIÓN DE
LCO2 A HIELO SECO
Reduzca sus costos de producción de hielo seco hasta en un 40% reciclando el CO2 revertido en su peletizadora para producir hielo seco.
La producción de hielo seco utiliza CO2 líquido (LCO2), que cuando se lleva a la presión atmosférica normal en una cámara de peletización, la mitad de este líquido se convierte en nieve de CO2, y la otra mitad se convierte en gas, llamado gas revertido. A continuación, la nieve de CO2 se comprime y se convierte en hielo seco en pelets, mientras que el gas de retorno suele expulsarse a la atmósfera.
Con nuestros sistemas de recuperación RE-CO2, el gas de retorno se captura y recicla para fabricar más hielo seco en pelets. Con un diseño modular y múltiples capacidades de licuefacción, le aseguramos que mejorará drásticamente la tasa de conversión de LCO2 en hielo seco.
Nuestros sistemas de recuperación RE-CO2 se integran fácilmente con todos los sistemas de producción de hielo seco de Cold Jet (y de muchos competidores), incluidos nuestros sistemas integrados de limpieza criogénica.
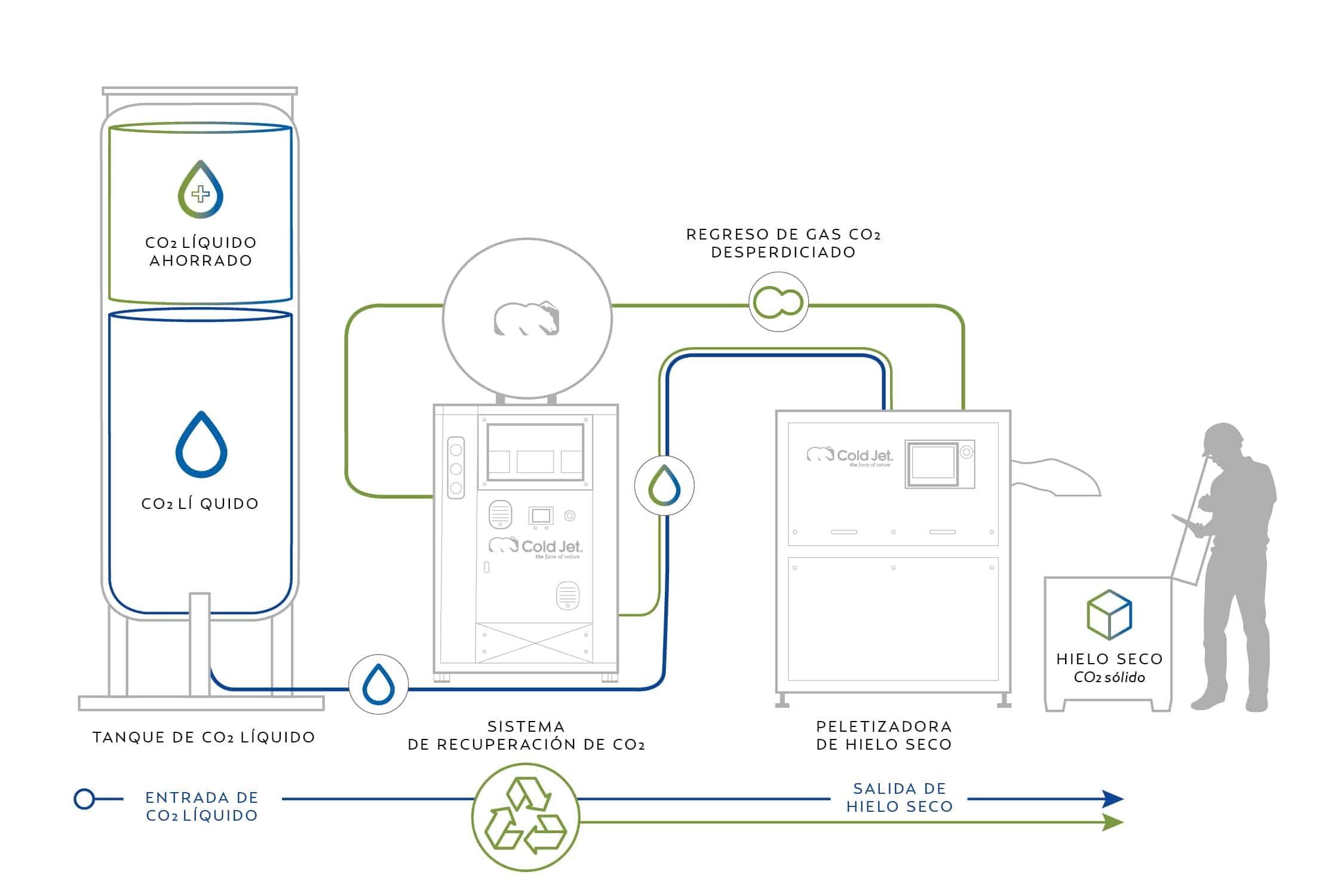
¿Cómo funcionan?
Los sistemas de recuperación de CO2 capturan el CO2 revertido del respiradero de una peletizadora de hielo seco y lo hacen circular de nuevo hacia sí mismos. Dentro de la unidad de recuperación, el CO2 gaseoso se enfría y se comprime para crear CO2 líquido que, a continuación, se conduce de nuevo a la peletizadora de hielo seco.
Este proceso reduce el consumo de LCO2 casi a la mitad en la mayoría de las instalaciones.

Mayor Sostenibilidad.
Reduzca la huella de carbono. Aumente de la producción de hielo seco.
Los clientes que utilizan nuestros sistemas de recuperación RE-CO2 han experimentado aumentos de producción de hasta un 70% más de hielo seco utilizando la misma cantidad de LCO2.
Este proceso recicla un producto ya reciclado y reduce en gran medida la cantidad de CO2 revertido que se vierte a la atmósfera en la producción típica de hielo seco.
Mayor Versatilidad.
Diseño modular. Innumerables configuraciones.
Nuestros Sistemas de Recuperación RE-CO2 ofrecen a las instalaciones de producción de hielo seco la posibilidad de configurar un sistema de recuperación en función de sus necesidades. Al ofrecer un diseño modular y tres capacidades de licuefacción diferentes, nuestros expertos trabajarán con usted para garantizar que su unidad de recuperación sea la más adecuada para mejorar significativamente su relación de conversión de LCO2 en hielo seco.
Gracias a su modularidad y facilidad de integración, puede empezar poco a poco y mejorar continuamente sus procesos a medida que aumentan la eficiencia y los márgenes de beneficio.

Clientes que ya incrementan sus ganancias, rendimiento y producción.
Mayor Integración.
Recupere CO2 de casi cualquier marca de peletizadora de hielo seco.
ONuestros sistemas de recuperación RE-CO2 pueden integrarse fácilmente en su proceso actual de producción de hielo seco y son compatibles con casi todas las marcas de peletizadores del mercado. Si el espacio es limitado, pueden instalarse en el exterior, cerca de un tanque de LCO2 a granel. Nosotros le ayudaremos con las necesidades eléctricas.

¿Qué sistema de recuperación RE-CO2 es el más adecuado para usted?
-
 The RE-CO2 320V2
The RE-CO2 320V2RE-CO2 160
Recupere hasta 160 kg/h of CO2
Alimentación Eléctrica
3 x 400V / 50Hz
- o -
3 x 480V / 60Hz
(otras tensiones / frecuencias a petición)
Conexión Eléctrica
63A / 3P+N+E
Consumo Eléctrico
24 kWh
Dimensiones (L x A x H)
95.2in x 53.9in x 64.5in
2420mm x 1370mm x 1640mm
Peso
3,306.9 lbs
1,500 kg
Capacidad de Licuefacción
Hasta 352.7 lbs/h
Hasta 160 kg/h
Temperatura Ambiente Óptima
Hasta 104°F
Hasta 40°C
Longitud de la Manguera
Max 118 in (3 m)(entre peletizadora y sistema de recuperación)
Tipo de Refrigerante
R452A
Más información -
The RE-CO2 160
Ideal for pairing with PR120H dry ice pelletizers.
Más información -
The RE-CO2 80
RE-CO2 320
Recupere hasta 320 kg/h of CO2
Alimentación Eléctrica
3 x 400V / 50Hz
- o -
3 x 480V / 60Hz
(other voltages/frequencies on request)
Conexión Eléctrica
85A / 3P+N+E
Consumo Eléctrico
45 kWh
Dimensiones (L x A x H)
101.1in x 56.4in x 85.1in
2570mm x 1433mm x 2162mm
Peso
3,968.3 lbs
1,800 kg
Capacidad de Licuefacción
Hasta 705.4 lbs/h
Hasta 320 kg/h
Temperatura Ambiente Óptima
Hasta 104°F
Hasta 40°C
Longitud de la Manguera
Max 118 in (3 m)(between pelletizer and recovery system)
Tipo de Refrigerante
R452A
Más información



¡Empiece hoy mismo a duplicar su producción de hielo seco!
Preguntas Frecuentes de la Recuperadora de CO2
ESTAMOS AQUÍ PARA AYUDAR.
¿Está interesado, pero no sabe por dónde empezar?
Póngase en contacto con nosotros hoy mismo para obtener más información sobre cómo la limpieza criogénica puede mejorar su proceso de limpieza de moldes.